自锁角度
自锁角度
自锁
1.自锁现象
tanb=F/N=fN/N=f
此式表明:摩擦角b的正切等于静摩擦因数。
如果作用于物体的主动力的合力Q的作用线在摩擦角之内,则无论这个力怎样大,总有一个全反力R与之平衡,物体保持静止;反之,如果主动力的合力Q的作用线在摩擦角之外,则无论这个力多么小,物体也不可能保持平衡。这种与力大小无关而与摩擦角有关的平衡条件称为自锁条件。物体在这种条件下的平衡现象称之自锁现象。
斜楔的自锁角度是多少
■ 一、斜楔机构的定义
■ 二、斜楔机构的组成
■ 三、模具常用斜楔机构的分类及特点
■ 1、正装斜楔机构
■ 2、吊装斜楔机构
■ 3、辊轮斜楔机构
■ 4、反向斜楔机构
一 斜楔机构的定义
■ 斜楔机构
■ 斜楔机构是通过斜楔和滑块的配合使用,变垂直运动为水平运动或倾斜运动的机械机构。斜楔也称主动斛(hu):楔,工作中起施力体作用:滑块----工作斜楔,受力体,附属装置一一反侧块、导板、压板、防磨板、弹簧、螺钉等,起斜模附着、导向及力量平衡作用的装置。
■ 斜楔机构可以使冲压工序在压力机的行程方向不能实现或者几个不同冲压方向的工作内容在压力机的一个行程工序中完成。
二 斜楔机构的组成
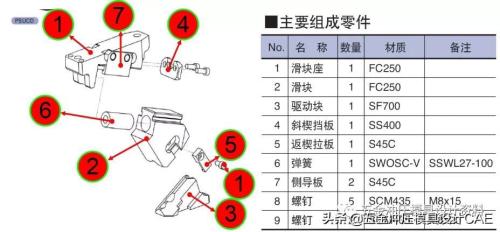
■ 斜楔机构的组成
三 模具常用斜楔机构分类及特点
■ 覆盖件模具常用的斜楔分类及特点:
■ 1、正装斜楔
■ 2、吊装斜楔
■ 3、辊(gun)轮斜楔
■ 4、反向斜楔等等
■ 覆盖件模具常用的斜楔特点:
■ 1、容易安装在冲压模具上
■ 2、导滑面填充了润滑剂,能有效防止胶合,无需添加润滑
■ 3、完成一个行程后,由强制复位块和弹簧安全地复位
■ 4、新型号设计紧凑,减小安装面积
■ 5、结构独特,具有很高的强度与耐用性
■ 6、工作时传动准确、平稳、无噪音,具有自锁、省力、速比大和容 易改变构件运动方向及方式等特点
三 1、正装斜楔机构
■ 正装斜楔机构也叫普通斜楔机构,是滑块一般附着于下模,使设计和运动相对比较简单,但是有些情况,滑块附着于下模时,制件送入和取出不方便,或影响模具其他功能的实现,此时应考虑吊装斜楔机构。
■ 模具合模时,斜楔机构的闭合高度不可低于标准件中(SANKYO、PUNCH)给定的闭合高度,以免过行程,造成机构损坏。
■ 滑块的工作面可以安装冲孔凸模,修边刀块、翻边刀块等。
■ 例图A735中用正装斜楔向上翻边
三 2、吊装斜楔
冲孔侧冲孔模注意事项
冲孔一般和落料.修边.翻边组合在一起,也有单独的冲孔模
当冲孔角度大于15°时而斜楔又不能实现冲孔要求时就选用拉楔冲孔,如下图:
二。冲孔模的结构尺寸
1。A常用值15mm,最小值10mm,当10>A≥5时,设计时注出干涉加工的符号, 特殊需要时设计须注出
,且应保证Amin≥3mm.
2。凸模座的空刀B常规值为10mm,最小值为5mm,在满足座台强度及铸造工艺性要求的情况下,可适当加大。
3。冲头通过孔的直径为φD+4。
4。有冲孔的部位底面要堵死。
5. 压料板型面的压料在满足零件压料的同时尽量减少加工和研合量。
平面
断面
三。侧冲孔模的结构尺寸
1. 侧冲孔的结构尺寸如右图:
2. 斜楔上的侧修或侧冲的镶块及冲头都要在图中做出回退后的状态,检查干涉,以保证冲头或镶块与压料板在工作中和卸下 时都不干涉。
3. 单纯冲孔模端头导向用导柱导向即可,如果有侧冲孔造成的侧向力比较大,则导向用导柱加导板导向。
四。冲孔凸模型面减少加工的结构
1。如右图所示:凸模设计时应减少加工面积,沿周15mm,出空刀10mm。(如图中阴影部分)
2。当凸模在有足够的螺钉位置时,凸模座也可适当减少加工面积。
五。废料让开孔的尺寸设置
B=(A+3)以上
六。冲裁间隙的设定
1。根据料厚设定刃口间隙值 。
1) 两侧间隙值取小数点2位四舍五入。
七。冲孔直径大小的确定及标准件的选择
1。孔的大小等于孔的直径加上公差的75%,例:直径φ10的孔的公差是+0.1,那冲孔凸模孔径应为φ10+0.08=φ10.08;如果料厚为1mm, 冲裁双边间隙应为0.14mm,那么凹模孔径为φ10.08+0.14=10.22mm。
2. 正冲孔凸模要采用带定心不带顶料的,如果是圆形孔标准件一般选用SPAS-C系列的,侧冲孔凸模要采用不带定心带顶料的,如果是圆形孔标准件一般选用SJAS系列的,原则上冲孔凸模取L=90mm,在任何情况都是优先选用标准凸.凹模及固定板。
3. 带定位销的冲头要在冲头座上做出定位销孔,尺寸如下图:注意:既带定心又带顶料的冲头在D大于32时定位销的直径为φ10。
4. 现在冲孔模厂家一般都要求固定板下要有垫板圆形凸模用固定板选用CP-AP的非圆形凸模用固定板选用CP-FP防转的
5. 凹模套一般选用定位销止动型EKSD系列,如下图:
6. 直径小于等于φ8mm的冲头用快换冲头,包括侧冲孔,为了维修和更换冲头方便相应压料板处要开天窗。如下图: 注意:快换冲头也是正冲孔用带定心不带顶料的侧冲孔凸模要采用不带定心带顶料的。
八。关于斜楔冲孔
1. 侧冲孔或者侧切边时为了装配方便必须使用V型导板式斜楔。
2. 斜楔上的侧修或侧冲的镶块及冲头都要在图中做出回退后的状态,检查干涉,以保证冲头或镶块与压料板在工作和卸下时都不干涉。
3. 非标的侧冲冲头要加弹顶销,以利于废料的排出;
九。正冲孔条件
1。为保证产品孔径精度及不发生冲孔毛刺,限定倾斜面的角度和冲孔直径。
2。结构设定
如上图1:当θ<15°时,冲孔凸模端部:做平的,最少切入量为2mm。
如上图2:当θ>15°时,冲孔凸模端部沿形状,并做出2-3mm平面,切入量为2mm.
十。冲孔凸模加垫片的计算
1。冲孔凸模承受面的压应力按下式计算:
P 冲孔力 (公斤);
F 冲孔凸模承受面面积 (毫米2);
D 冲孔凸模承受面直径 (毫米);
计算出的压应力大于底板的许用应力就要加经淬火处理的垫片,小于就不加
2。底板是否加垫片的参数表
十一。正冲孔废料的处理
十二。侧冲小孔废料的处理
1。侧冲孔的模具中,常常有凹模背后空余位置很小的情况,导致废料只能垂直落下,容易堵塞,通常采用如下方法进行预防。
1) 使用拨屑器如图a)、b);
2) 当与垂直冲孔位置相交时,加大垂直漏料孔如图c);
3) 尽可能减小侧冲孔下面的壁厚如图d);
4) 废料从后方排出的结构尺寸 如图e)D=d+(1.0-2.0)
十三。关于固定板
1.冲多个孔时固定板的位置布置的要尽量集中,这样压料板的筋好布置。
2.当两个冲孔距离比较近时,固定板干涉,可以把固定板的端部削掉一部分,但要注意保证强度,如上图:当固定板的强度不能保证时就要做成非标固定板,如下图: 如果有非标冲头在固定板上要做出防转卡台。
3. 当冲头是非标冲头时,并且冲头为直杆型没有卡台,固定板下面要有垫板,并在反面加螺钉把凸模固定住,以防冲裁时冲头被拔出,另外像这种有直面的也可以出5mm的挂台。
4. 当冲孔比较大时冲头可以做成一体式直接固定在模座上。
十四。关于凹模
1.尽量选标准的凹模套,当冲孔周围没有其它工作内容时,凹模套可以直接镶在铸件上如果料厚比较厚时要注意料厚方向;当凹模套刃口处型面落差比较大时,要采用刃口加长型凹模。
2.当冲孔距修边刃口太近时无法镶凹模套,就在镶块上直接把孔做出来,孔距修边刃口最小要保证5mm;另外像这种直接在镶块上作出的孔,孔的大小要准确,冲裁间隙也要做出,编程人员是按三维图直接加工这种孔的。
3.当凹模套镶在Cr12MoV镶块上时,要在凹模套外面再镶一个45#的软套,这样可以避免硬碰硬好装配也好调试,如果孔距边太近时,镶上软套影响镶块的强度,这时软套就不要镶了。
4.软套的具体尺寸如下:
软套的单边厚度规定为4mm,外径取公差m6与孔配合,内径的公差取H7与凹模套配合,高度与凹模套的高度一致,也要有φ4的防转销,注意要与凹模套的防转销的位置错开,最好在角度位置上错开90°,如下图:
十五.关于废料盒
1.冲孔废料一般用废料盒来接,如果废料比较大就用废料滑板滑出。
2.废料盒的结构尺寸及固定方式,如下图:废料盒下面都要做一个托板。
十六。孔径相同的冲头在三维图中的表示方法
1。孔径相同的冲头在端部染上相同的颜色,这样看起来比较方便,如下图:
所有端部染红色的冲头孔径都为φ14.1的孔;
所有端部染黄色的冲头孔径都为φ9.1的孔;